
| Baberjee, et. al., report on a combined fabrication process for nanotubular MIM capacitor arrays that enable very high levels of uniformity in a regular nanopatterned configuration and is reproducible using well established equipment and procedures. |
Reviewed by Jeff Morse, Ph.D., National Nanomanufacturing Network
As is the case for most technology applications exploring the benefits offered by nanomanufacturing, energy storage devices must exploit the ultra-high surface area exhibited by emerging processes that may incorporate bottoms-up processes, such as self-assembly, with top-down process steps, such as deposition or lithography. While there has been significant research focusing on nanostructured electrodes with integrated electrolytes for next generation batteries and ultracapacitors, one of the more straightforward electronic devices, the dielectric metal-insulator-metal (MIM) capacitor, stands to make significant gains in performance through the utilization of advanced processes and tools.
Traditional MIM capacitors are parallel plate structures in which a low leakage dielectric, nominally having a high voltage standoff, is sandwiched between metal plates. The charge on the plates is dependent on the applied voltage and capacitance of the structure, with charge/discharge rates being relatively fast in comparison to electrolytic capacitors, typically limited by the resistance-capacitance (RC) time constant including the external charging circuit.
Subsequent testing of the nanocapacitor arrays demonstrates that the scaling of capacitance with nanopore dimensions is dependent on the pore density and geometry, further demonstrating the uniformity and scalability of this method. While initial testing of the nanocapacitor arrays exhibited a low voltage standoff for the MIM structure, the authors were able to improve this by conducting a preliminary etching and regrowth of the anodized aluminum oxide nanopores prior to ALD coating. This effectively provides a smoother surface on which the multilayer thin film coating is deposited enabling a more continuous MIM structure even over the bottom portion of the nanopore templates. Therefore, incorporating a relatively simple methodology, scalable nanocapacitor arrays are synthesized demonstrating 1-2 orders of magnitude improvements in volumetric and areal capacitance. Further improvement may be realized by investigating higher k dielectrics and high aspect ratio nanopore array structures.
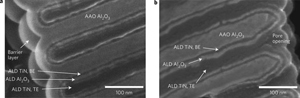
Image reproduced with permission from Macmillan Publishers Ltd: Banerjee P, Perez I, Henn-Lecordier L, Lee SB, and Rubloff GW. 2009. Nanotubular metal-insulator-metal capacitor arrays for energy storage. Nature Nanotechnology 4:292-296. DOI: 10.1038/nnano.2009.37, copyright 2009.
This work is licensed under a Creative Commons Attribution-NonCommercial-NoDerivs 3.0 Unported.